

























-
-
一维压电平移台【X】

-
一维压电升降台【Z】

-
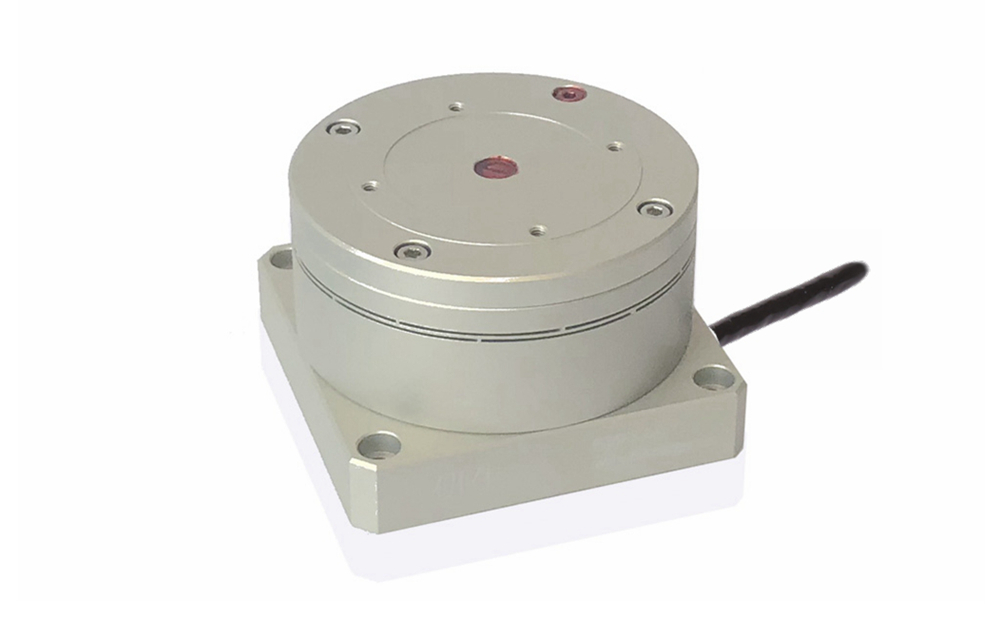
一维压电旋转台【θz】

-
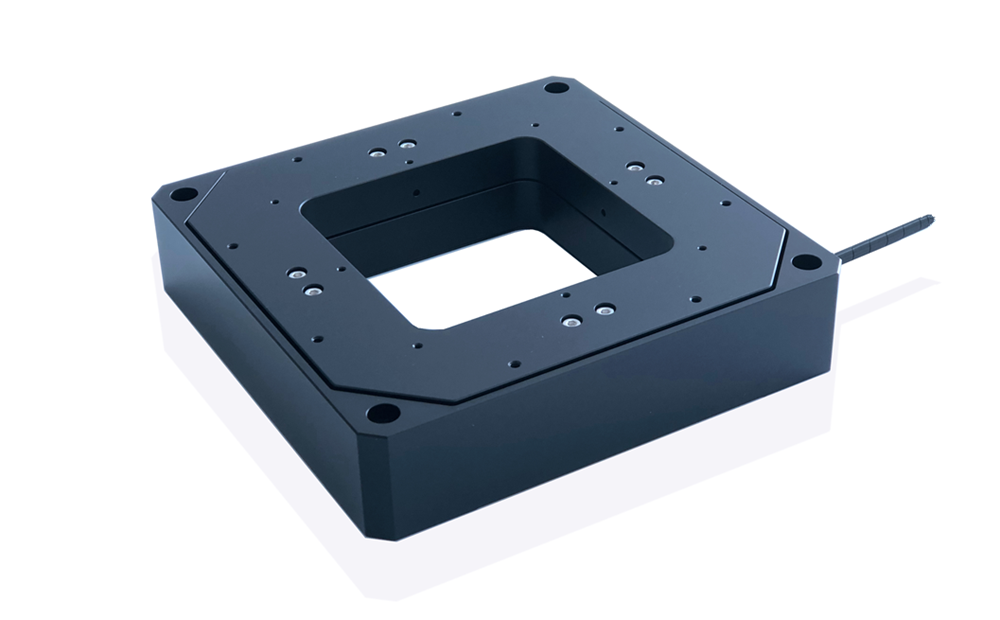
二维压电平移台【XY】

-
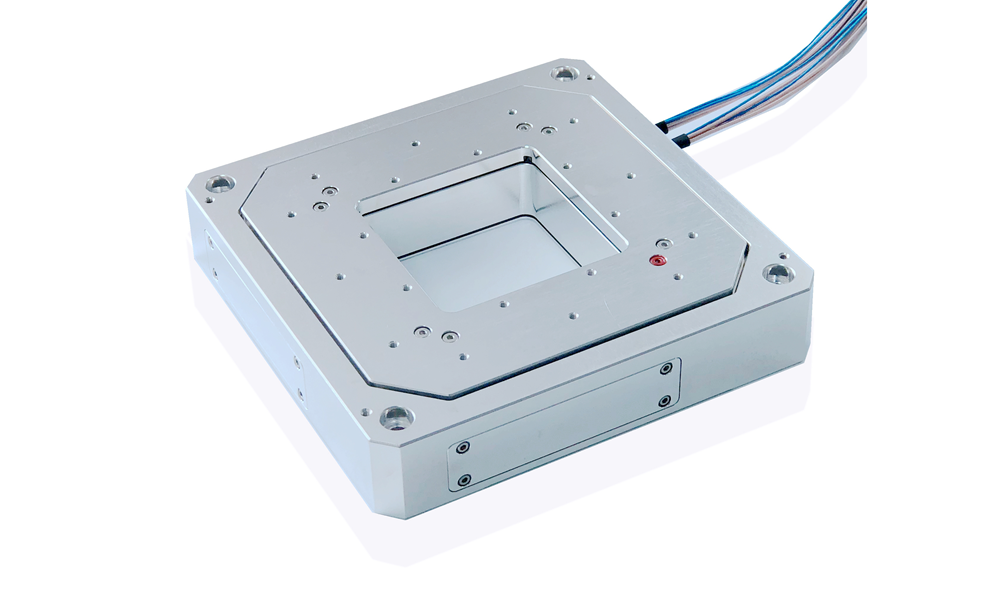
二维压电位移台【XZ】

-
二维压电偏摆台【θxθy】

-
三维压电位移台【XYZ】

-
三维压电偏摆台【Zθxθy】

-
三维压电纳米台【XYθz】

-
六维压电位移台【XYZθxθyθz】

-
压电陶瓷元件

-
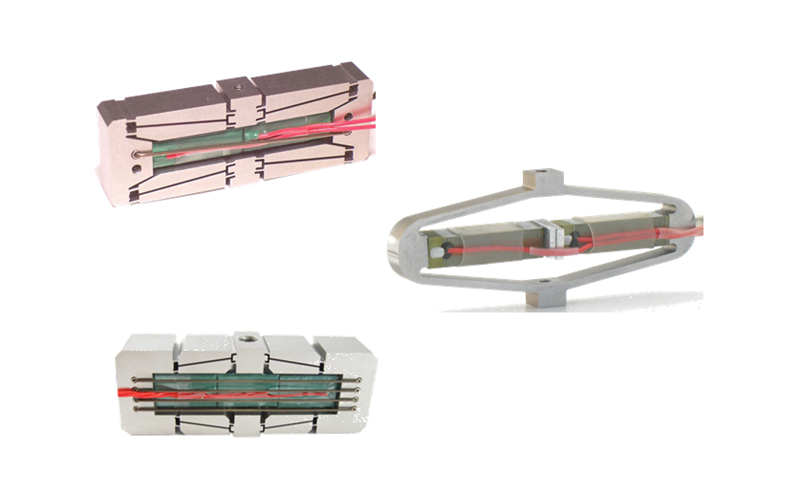
压电陶瓷促动器

-
压电快速偏摆镜

-
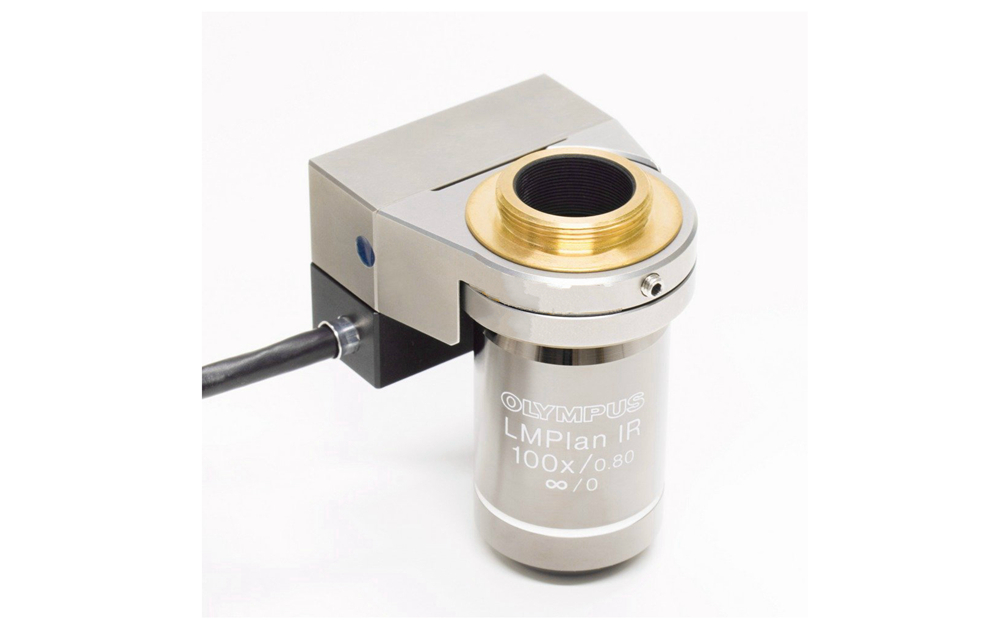
压电物镜定位器

-
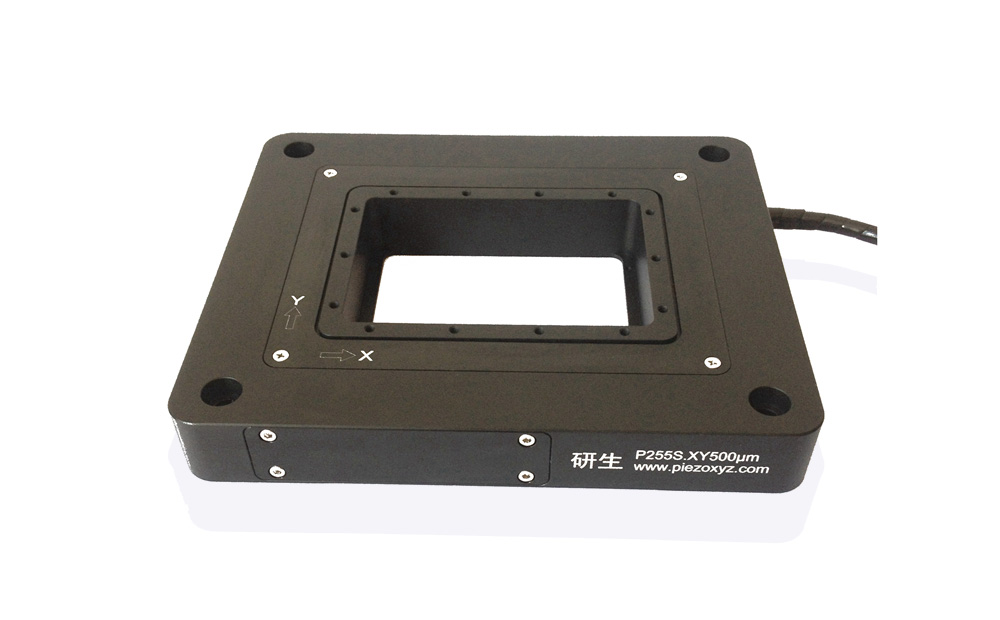
压电显微扫描台

-
模块化压电控制器

-
集成式压电控制器

-
一维压电平移台【X】
-
-
显微与成像领域

-
测量/激光技术/光学检测/摩擦学领域

-
生物科技与生命科学领域

-
新药设计与医疗技术领域

-
超精密加工(金属、光学、激光切割…)领域

-
半导体技术领域

-
纳米技术、纳米制造与纳米自动化领域

-
数据存储技术领域

-
光电子、通信与集成光学领域

-
天文与自适应光学领域

-
航天/图像处理/低温与真空环境领域

-
显微与成像领域
-
-
技术专栏

-
使用指南

-
技术术语

-
定制服务

-
下载中心

-
技术专栏
-
-
企业公告

-
行业动态

-
视频中心

-
企业公告
-
-
企业介绍

-
人力资源

-
企业文化

-
企业介绍
-
-
联系方式

-
售后服务

-
在线留言

-
联系方式
20世纪60年代初随着航天技术的发展,精密超精密加工技术在美国首先被提出并由于得到了政府和军方的财政支持而迅速发展,70年代日本也成立了超精密加工技术委员会并制定了相应发展规划,将该技术列入高新技术产业,经过多年的发展,日本在民用光学、电子及信息产品等产业处于世界领先地位。近年来美国开始实施“微米和纳米级技术”国家关键技术计划,国防部成立了特别委员会,统一协调研究工作。美国劳伦斯利佛摩尔国家实验室(LLNL)、摩尔(Moore)公司等在国际超精密加工技术领域久负盛名。日本相关机构重点开发民用产品所需的超精密加工设备及工艺,相机、电视、复印机、投影仪等民用光学行业的快速发展与其先进的超精密加工技术有着直接的关系,德国和瑞士也以生产精密加工及检测设备闻名于世。从2000年开始,美国和欧洲开始实施纳米制造技术研究和开发技术,进一步加强和推动了超精密加工技术的发展。
国内真正系统提出超精密加工技术这一概念是从20世纪80年代,来源于航空、航天等军工行业对高精度零件的需求。其发展的里程碑是非球面零件超精密加工设备的研制成功,该设备在这之前只有美国、日本及西欧等少数国家能够生产,国内引进受到严格限制而且价格昂贵。到“九五”末期,国内多家单位陆续研制成功,彻底打破了国外的技术封锁。随着国内超精密加工设备及工艺方面的迅速发展,超精密加工技术的应用领域也从军工行业扩展到民用行业。
精密超精密加工技术的重要作用
精密超精密加工技术可促进现代基础科学的发展。美国航空航天局为了验证爱因斯坦广义相对论的重力场弯曲效应和惯性系拖曳效应两项预言,从1963年开始计划,但直到2004年才发射了一个利用高精度陀螺仪的测量装置——引力探测器,用于检测地球重力对周围时空影响。其中陀螺仪的核心部件——石英转子(38.1毫米)的真球度达到了7.6纳米,若将该转子放大到地球的尺寸,要求地球表面波峰波谷误差仅为2.4米,如此高的加工精度可以说将超精密加工技术发挥到了极限。
精密超精密加工技术是现代高新技术产业发展的基础。交通、能源、信息、生物医药等高新技术产业的核心技术国内还没有真正掌握,关键设备或零部件仍然依赖进口,如国内生产的高性能轴承由于材料、工艺等方面的原因,寿命远远不能满足要求。近年国内开始研究的抗疲劳制造技术则是以被加工件的抗疲劳强度及疲劳寿命为判据,其中的核心技术之一是精密超精密磨削抛光工艺。
精密超精密加工技术是现代高技术战争的重要技术支撑。超精密加工技术对国防武器装备的发展具有重大影响,掌握超精密加工技术并具备相应的生产能力是国防工业涉入现代国防科技和武器装备尖端技术领域的必要手段,上世纪90年代初,美国就将其列为21项美国国防关键技术之一。如武器装备成像和制导等关键元部件的精度决定了精确打击、超视距攻击的能力,喷嘴及叶片等的精密加工及检测则会影响航空发动机的性能。
精密超精密加工技术是衡量国家制造水平高低的重要标志。制造技术不断追求的目标是质量和效率,其中质量就是精度和性能。欧美等国精密超精密加工技术具有很高的水平,同时这些国家的制造业水平在全球处于绝对领先地位,而我国近些年来由于国家的重视,制造业有了长足的进步,但是目前还只能被称作制造大国,为了向制造强国迈进,在关注智能化制造的同时也应重视精密超精密加工等基础技术水平的提升。
精密超精密加工技术的发展趋势
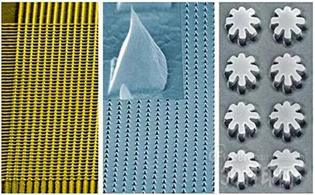
超精密加工技术基础理论和实验还需进一步不断发展。超精密加工技术基础理论是指在超精密加工过程的基本规律和现象的描述。例如,超精密加工工艺系统在力、热、电、磁、气等多物理量/场复杂耦合下的作用机理以及系统的动态特性、动态精度及稳定性如何保证等都需要得到新理论的支持。利用分子动力学仿真技术研究纳米级机械加工过程,可描述原子尺寸、瞬态的切削过程,在一定程度上反映了材料的微观去除机理,但这一切还有待于实验验证。被加工材料和工艺方法也在不断扩展。随着导弹飞行速度的增加,对头罩材料的耐磨性和耐高温性要求提高,头罩材料已从红外向蓝宝石乃至金刚石发展,形状也从球形向非球面乃至自由曲面发展,这对超精密加工设备、工艺及检测技术提出了新的要求。抗疲劳制造技术要求控制工件表层及亚表层的损伤及组织结构、应力状态等参数,为超精密加工技术提出了新的发展方向。微纳结构功能表面的超精密加工技术得到重视。微结构功能表面具有特定的拓扑形状, 结构尺寸一般为10~100微米,面形精度小于0.1微米,其表面微结构具有纹理结构规则、高深宽比、几何特性确定等特点,如凹槽阵列、微透镜阵列、金字塔阵列结构等,这些表面微结构使得元件具有某些特定的功能,可以传递材料的物理、化学性能等,如粘附性、摩擦性、润滑性、耐磨损性,或者具备特定的光学性能等。例如,在航空、航天飞行器宏观表面加工出微纳结构形成功能性表面,不仅可以减小飞行器的风阻、摩阻,还可以避免结冰层形成,提高空气动力学和热力学功能,从而达到增速、增程、降噪等目的,同时表面特定的微结构特征还能起到隐身功能,增强突防能力。未来零部件将会增加一项功能表面结构的设计与制造,通过在零件表面设计和加工不同形状的微结构,从而提高零部件力学、光学、电磁学、升学等功能,这将是微纳制造的重要应用领域,2006年成立的国际纳米制造学会经专家讨论并认为,纳米制造中的核心技术将从目前以MEMS技术逐步转向超精密加工技术。
超精密加工开始追求高效。超精密加工技术发展之初是为了保证一些关键零部件的最终精度,所以当初并不是以加工效率为目标,更多关注的是精度和表面质量。但是随着零件尺寸的进一步加工增大和数量的增多,例如,激光核聚变点火装置需要7000多块400毫米见方的KDP晶体,如果没有高效超精密加工工艺,加工时间无法想象。
超精密加工技术将向极致方向发展。大到10米口径的天文望远镜反射镜、小到数微米的微结构特征的加工都需要超精密加工设备及工艺的支持,自由曲面光学曲面精度要求高、形状复杂,有的甚至无法用方程表示,但由于其具有卓越的光学性能近年来应用范围不断扩大,其设计、制造及检测等技术还有待于进一步发展。超精密加工技术正向极大零件的极高精度、极小零件及特征的极高精度、极复杂环境下的极高精度、极复杂结构的极高精度等极致方向发展。
超精密加工技术将向超精密制造技术发展。超精密加工技术发展之初是为提高零件的精度和表面质量,通常用于最终工序。随着产品要求的提高,某些零部件整个制造过程或整个产品的研制过程都涵盖了“超精密”的概念。例如,随着高精度惯性传感器结构的微小型化、尺寸及形位精度的亚微米化,微小结构零组件装夹、定位、找正的精细化,刀具的小型化、尺寸测量显微化,微小结构零组件加工和装配工艺等一系列技术难题要求建立系统的超精密微细加工设备及工艺、微细测量、组装工艺技术平台,实现由单工序的超精密加工向全过程的超精密制造的演变。
大到天体望远镜的透镜,小到大规模集成电路等微纳米尺寸及特征零件的制造,超精密加工技术从发展之初一直面临着不断的挑战。当前精密超精密加工技术在不断研究新理论、新工艺以及新方法的同时,将向着高效、极致等方向发展,并贯穿零部件整个制造过程或整个产品的研制过程,向精密超精密制造技术发展。随着我国精密超精密加工等基础技术的不断发展和进步,将为智能制造技术奠定基础,最终实现从制造大国向制造强国的飞跃。
精密超精密加工技术




